
ベリリウム銅の適切な使い方
時効硬化処理条件と熱処理炉、熱処理収縮(25合金)
時効硬化処理条件と熱処理炉
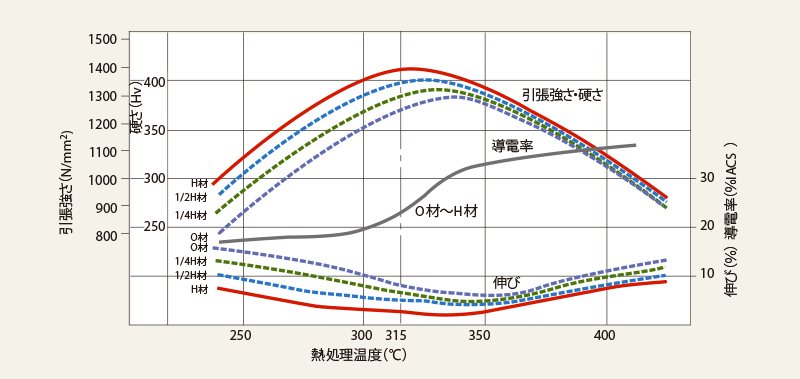
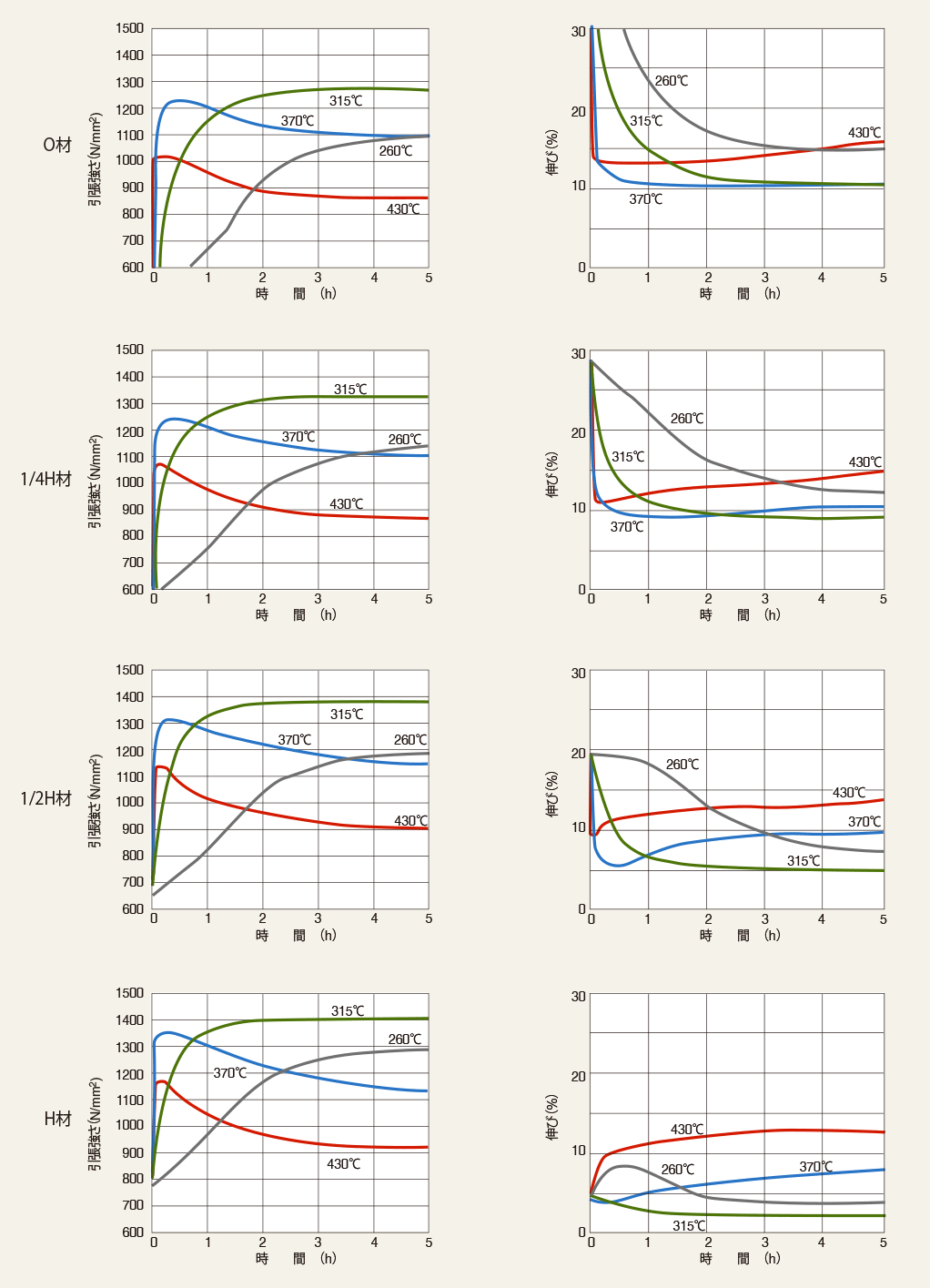
ベリリウム銅の標準時効処理条件とこれ以外の時効硬化処理条件を用いた場合の機械的特性の変化は、冷間加工率によって異なります。これらは、時効硬化曲線と呼ばれ、それらを図1、2に示します。
熱処理条件
ベリリウム銅25合金時効材の標準熱処理条件は315℃×2〜3hですが、これは材料の温度がその温度に到達してからカウントする必要があります。特にここで注意すべき点は、炉内容積に対し処理量が多い場合や重量物を入れた場合は、部品に熱電対をつけ部品の温度が上がってから2〜3h持続されているかどうかチェックすることです。
また前後の昇温、降温の時間は標準条件の場合には特性にあまり影響を及ぼしませんが、短時間処理または高温時効処理の場合は影響が出ますので十分確認が必要です。
熱処理雰囲気
ベリリウム銅を時効硬化処理する時の雰囲気は、一般に窒素、あるいは不活性ガスのアルゴンが用いられます。大気で行うのは最も安価ですが、黒い酸化皮膜が生成しますので、外観を重視する電子部品にはあまり用いられません。また炉内の温度分布を均一にするため攪拌機能を持った炉が望まれます。
熱処理収縮(25合金)
ベリリウム銅25合金時効材は、時効硬化処理を施すことで強度が大幅に向上します。この時効硬化処理では、銅の中に過飽和に固溶していたベリリウム原子が析出することにより、長さで約0.15%の収縮が起こります。プレス部品を時効硬化処理すると僅かに歪むことがあるのはこのためです。
歪みの度合いは、時効硬化処理温度・冷間加工率によって異なるため、歪みを小さくするには以下の方策が有効です。
- 1成形性が許容される範囲で、できるだけ高い質別を選定する。
(例.1/4Hより1/2H、1/2HよりH) - 2治具にはさむ、あるいは複雑な形状であれば銅粉に埋めて圧力をかけるなどして時効硬化処理する。
- 3到達強度は若干低くなりますが、時効硬化処理温度を低くする。
(例.315℃から280℃) - 4成形加工可能であれば、ミルハードン材を用いてプレス加工後、標準時効硬化処理を追加する。
プレス
プレス加工時の金型の材質は他の銅合金と同じものが使えます。しかしプレス油には注意を払う必要があります。特に塩素、イオウ分を多く含む油は、変色を起こしたりメッキ性、はんだ付け性を悪くしやすいため、避けたほうが賢明です。ミルハードン材についても普通の金型材質が使用できます。ただし打抜き個数の多いものや、打ち抜き精度や金型寿命を向上させたい場合、しばしば超硬合金が使われます。
25合金のミルハードン材および8・11合金および7合金はプレス加工後そのまま部品にすることができるので時効硬化処理は必要ありません。
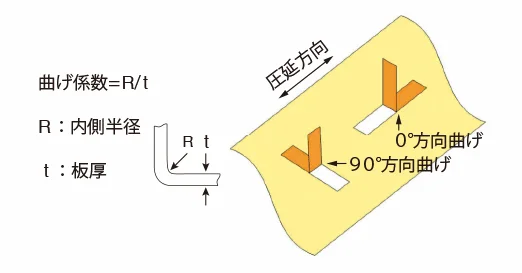
曲げ加工を行う場合の内側曲げRは表1〜表3を参考にしてください。 25合金時効材のプレス加工を行う場合は必ず時効硬化処理前に実施してください。時効硬化処理後ではほとんど曲げ加工はできません。単純な打抜きは可能ですが金型寿命は若干低下します。
表1 高強度材の曲げ係数(曲げ角度90°)
| 合金 | 種別 | 質別 | 安全曲げ係数 | 板厚0.15mmにおける代表値 | ||
|---|---|---|---|---|---|---|
| 圧延方向となす角度 | 圧延方向となす角度 | |||||
| 0° | 90° | 0° | 90° | |||
| 25 | 時効材 | O | 0.0 | 0.0 | 0.0 | 0.0 |
| 1/4H | 1.0 | 2.0 | 0.0 | 0.0 | ||
| 1/2H | 3.0 | 4.5 | 0.0 | 0.0 | ||
| H | - | - | 0.0 | 1.7 | ||
| ミルハードン材 | OM | 0.8 | 2.0 | 0.0 | 0.6 | |
| 1/4HM | 1.0 | 3.0 | 0.3 | 1.0 | ||
| 1/2HM | 2.0 | 4.0 | 0.6 | 2.7 | ||
| HM | 3.0 | 6.0 | 1.0 | 4.0 | ||
| XHM | 4.0 | - | 3.0 | - | ||
| XHMS | 6.0 | - | 4.0 | - | ||
| ミルハードン材 B方式 | OMB | 0.8 | 0.8 | 0.0 | 0.0 | |
| 1/4HMB | 1.0 | 1.0 | 0.0 | 0.0 | ||
| 1/2HMB | 1.3 | 1.3 | 0.0 | 0.0 | ||
| HMB | 2.5 | 2.5 | 0.6 | 0.6 | ||
| XHMB | 3.4 | 3.8 | 1.7 | 1.7 | ||
表2 高電導材の曲げ係数(曲げ角度90°)
| 合金 | 質別 | 安全曲げ係数 | 板厚0.15mmにおける代表値 | ||
|---|---|---|---|---|---|
| 圧延方向となす角度 | 圧延方向となす角度 | ||||
| 0° | 90° | 0° | 90° | ||
| 8 | HT | 1.0 | 1.0 | 0.0 | 0.0 |
| 11 | HT | 2.0 | 2.0 | 0.0 | 0.0 |
表3 ミッドレンジ材の曲げ係数(曲げ角度90°)
| 合金 | 質別 | 安全曲げ係数 | 板厚0.15mmにおける代表値 | ||
|---|---|---|---|---|---|
| 圧延方向となす角度 | 圧延方向となす角度 | ||||
| 0° | 90° | 0° | 90° | ||
| 7 | 1/2HT | 0.0 | 0.0 | 0.0 | 0.0 |
| HT | 1.5 | 1.5 | 0.0 | 0.0 | |
| EHT | 2.0 | 1.5 | 0.3 | 0.0 | |
接合
ベリリウム銅は他の多くの金属と同様にはんだ付け、ろう付け、抵抗溶接、TIG溶接、MIG溶接をすることができます。
はんだ付け、ろう付け
はんだ付け温度は、約200〜350℃の低温でしかも短時間で行うため、はんだ付けに伴う強度の低下は考える必要はありません。
ろう付けは一般に600〜800℃の温度で実施するためベリリウム銅の軟化がおこります。しかし金属組織的には、変化が少ないので、315℃×2〜3hrの追加時効硬化処理で硬度はかなり回復します。このためろう付けを行った後に時効硬化処理を行った方が好ましいといえます。どちらの場合も油や変色などはとり除き、きれいな金属表面にした上ではんだ付け、ろう付けを行うことが大切です。
また、フラックスの種類によっては腐食の原因となるものもありますのでフラックスははんだ付け後洗浄で完全に除く必要があります。
抵抗溶接
ベリリウム銅の抵抗溶接としては薄板のスポット溶接が一般的に用いられています。ベリリウム銅25合金は特に問題なくスポット溶接できますが、ベリリウム銅11合金は導電率が高いためプロジェクションの形状、電極の材質、電極の管理などについて最適な条件を見つける必要があります。
ベリリウム銅のスポット溶接は直流電流をコンデンサーにより瞬間的に放電させたり、交流電流をパルス通電するなど、短時間に大量の熱を発生させる方が良い結果が得られます。ベリリウム銅11合金は導電率が高いので電極は少なくともIACS75%以上の電気伝導度をもったものが要求されます。一般的にはクロム銅、ジルコニウム銅が用いられますが、高温強度が優れるアルミナ分散銅も好ましいでしょう。
表面処理
酸洗
ベリリウム銅は熱処理に伴って、表面に酸化皮膜を生成しやすい合金です。 したがってメッキやはんだ付けなどが施される場合にはこの酸化皮膜を取り除く必要が出てきます。その場合の代表的な方法を以下に示します。部品がバラバラの場合には、約20Vol%の希硫酸を50〜90℃に加熱し浸します。数分には酸化皮膜が剥離します。時間に余裕がある場合は室温のまま浸し、翌日の朝取り出してもかまいません。但し、油が焼き付いた酸化皮膜は取れないため、時効硬化処理前に充分脱脂しなければなりません。
脱脂
ベリリウム銅の表面についている油・脂肪分などは、表面変色の原因になったり、熱処理、メッキ、はんだ付け、接合などの工程に悪影響を及ぼします。プレス油を使用した場合はプレス後充分に脱脂を行うことが必要です。特に塩素、イオウ分を多く含んだ油は脱脂法を充分検討して使うか、または、使用を差し控えた方が無難です。
防錆処理
銅合金の大気中で起きる変色を防止する防錆剤としてはベンゾトリアゾール(C6H4N2・NH)が一般的に用いられます。これは、銅合金の表面にベンゾトリアゾール第2 (C6H4N3)2Cuを作り、これが水、その他の溶剤に不溶性であることを利用しています。また、メッキをする場合でも通常の前処理に害を及ぼしませんし、100℃以上で昇華してしまうため、時効硬化処理にも悪影響を及ぼしません。
ラインアップ
おすすめ製品

おすすめ製品特集
- ※本ページに記載されている合金名や品名および規格名称は、当社の製品と各規格が定める製品の種類と対応関係を示す便宜上の目的で用いたものであり、当社製品の材料や試験方法などが各規格に合致または準拠していることを示すものではありません。