![]()
![]()
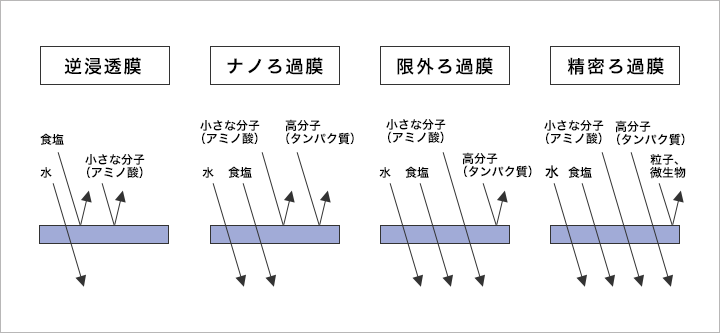
物質を分離する技術には、専門用語でいうと「蒸留」や「晶析」、「抽出」などいろいろなものがあります。これらの分離技術のうち膜を用いて物質を分離する膜分離プロセスに使用される膜を分離膜といいます。フィルターを使ってコーヒーを煎れることをイメージしていただければよいと思います。膜表面に開いた穴の孔径や膜に対する物質の溶解度差などを利用して、液体や気体の中に含まれている粒子の除去や、溶液または溶液中に溶け込んでいる物質のろ過、濃縮、精製など、さまざまな分離操作を行うことができます。
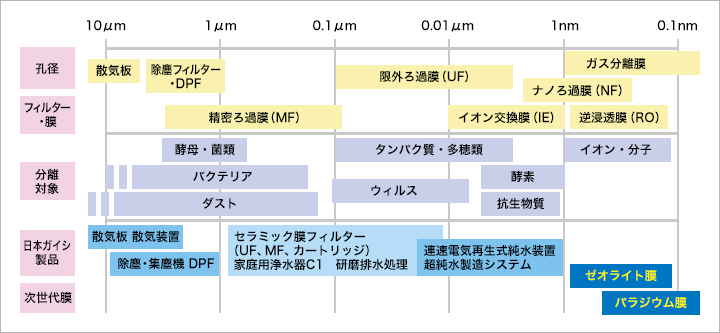
分離膜には、孔径や用途によって大きく分けて以下のような種類があります。
| 膜の種類 | 応用例 | |
|---|---|---|
| 精密ろ過膜 (MF) |
0.1μmより大きい粒子や高分子を阻止する膜 | 研磨排水再生 除菌、上水 |
| 限外ろ過膜 (UF) |
0.1μm~2nm(分子量数百~数百万)の範囲の粒子や高分子を阻止する膜 | 果汁や乳製品の濃縮 電着塗料の分離回収 |
| ナノろ過膜 (NF) |
2nmより小さい程度の粒子や高分子を阻止する膜 | 果汁濃縮 上水 |
| 逆浸透膜 (RO) |
加圧により浸透圧差と逆方向に溶媒が移動できる膜 | 海水淡水化 医薬用水 |
| イオン交換膜 (IE) |
陽イオンもしくは陰イオンのみを選択的に通す膜 | 食塩の製造 カ性ソーダ製造 |
| ガス分離膜 | 気体分子の大きさや速度差、もしくは気体分子の溶解度及び膜中の拡散速度差を利用してガス成分を分離する膜 | 酸素富化 メタン/CO2分離 水素分離 |
膜の材質には大きく分けて高分子を用いた有機膜や、セラミックスに代表される無機材料を用いた無機膜の2種類があります。
分離プロセスに広く使用されている膜で、酢酸セルロース、ポリイミド、ポリスルホンなどさまざまな材質のものがあり、人工透析などの医療用の膜から果汁濃縮やミネラルウォーターの除菌、食品製造プロセスなど、幅広い分野において使用されています。無機膜と比較して軽いために取り扱いやすく一般的に安価ですが、使用できる温度範囲が狭く、薬品に弱いといった欠点もあります。
無機膜は有機膜に比べてシャープな孔径分布を有し、高温高圧においても使用可能で薬液洗浄への耐久性が高いという優れた特徴があります。アルミナやムライト、チタニアなどのセラミックス粒子をバインダーなどと混合・成形したのち、高温で焼き固めることで高い比表面積を有する多孔質構造を形作ります。粗い粒子で管状などの形状を作製し、その上に細かい粒子を何層か形成することで、表面が緻密で支持層が多孔質の非対称なセラミック分離膜を作製することができます。
当社では研究開発で培ってきたセラミックス多孔体作製技術を生かして、これまでにDPFなどのμmレベルの孔径を有する除塵用のフィルターから、数nmの孔径を有する浄水用のUF膜までさまざまな孔径を有する膜製品を開発し、商品化しています。
これら膜製品に続く次世代の分離膜として、さらに孔径の小さいサブナノの孔径を有するゼオライト膜や、燃料電池自動車用の水素ステーションへの適用が期待されるパラジウム膜などがあります。次回から2回にわたりゼオライト膜とパラジウム膜について紹介します。

分子レベルの分離プロセスにおけるセラミックフィルターの適用
サブナノセラミック膜の詳細はこちら